Токарный станок ТВ-6: технические характеристики
В Советском Союзе в учебную программу школьного образования входило обучение навыкам работы с различным инструментом и станочным оборудованием. Для освоения азов обработки металлов использовался токарный станок ТВ-6 «Школьник». Эти станки применяются в различных учебных заведениях и в наши дни.
Основные параметры
Названный станок соответствует классу точности «Н». Несмотря на малые габариты и кажущуюся несерьёзность конструкции, он позволяет выполнять все основные токарные работы. К ним относятся:
- Точение ровных и конических поверхностей.
- Подрезка деталей на торцах.
- Отрезка деталей от заготовки.
- Сверление внутренних отверстий.
- Нарезание некоторых типов резьбы.
Станина
Основанием токарно-винторезного станка ТВ-6 служит станина, изготовленная методом литья из чугуна. Для повышения жесткости в конструкции последней есть усилители. Станина смонтирована на двух тумбах и обеспечивает неплохие технические характеристики токарного станка ТВ-6.
Непременным условием при этом является установка на горизонтальном фундаменте. Для установки в тумбах есть четыре отверстия, диаметром 17 мм под шпильки. Конструкция станка допускает применение виброгасящих проставок между тумбами и фундаментом. Важно помнить, что точность и безотказность работы механизма напрямую зависят от его установки.

На верхней части станины установлены две направляющие, имеющие в сечении форму призмы, и еще две плоские детали. Передняя призма и задняя плоскость применяются для движения суппорта, а остальные – для перемещения задней бабки. В ходе эксплуатации необходимо контролировать состояние направляющих и осуществлять регулярную чистку и смазку. Износ этих деталей приводит к появлению люфта суппорта, что в свою очередь приводит к снижению точности обработки.
Основным способом контроля состояния является визуальный осмотр. При появлении темного грязного следа от движения суппорта необходимо прекратить работу и промыть направляющие керосином, после чего смазать маслом И-30А.
Передняя бабка
На левой части токарного станка по металлу ТВ-6 имеется передняя бабка. Ее горизонтальная ось может регулироваться двумя винтами. Ведущий вал бабки имеет шкив, служащий для передачи крутящего момента от основного электропривода станка. Внутри бабки расположены шестерни коробки передач станка. Выходящий вал бабки токарного станка ТВ-6 оснащен шпинделем.
На шпинделе смонтирован трёхкулачковый патрон, служащий для фиксации и вращения обрабатываемой детали. Опционально шпиндель можно оснастить поводковой планшайбой или центром.
Перед установкой на ТВ-6 таких приспособлений необходимо протирать резьбу на узлах. Максимальная длина заготовки не должна превышать 490 мм. При этом минимальный вылет заготовки из задней части шпинделя составляет 35 мм.
Схема работы коробки
На основном входящем валу двигателя имеется неподвижная шестерня. От нее вращение передается на промежуточный вал, оснащенный подвижным блоком шестерен и отдельной шестерней для реверсивного привода движения подачи. На третьем валу коробки имеются еще два таких же блока, которые управляются рукоятками на передней стенке бабки токарного станка ТВ-6.
Технические характеристики коробки позволяют обеспечить шесть частот вращения в диапазоне от 130 до 700 оборотов в минуту.

Переключение скоростей станка можно выполнять только при отключённом двигателе. Пренебрежение этим правилом приводит к повреждению шестерен коробки и выходу станка из строя. Частоты оборотов следующие:
- 1-я передача – 130 об./мин.
- 2-я передача – 170 об./мин.
- 3-я передача – 235 об./мин.
- 4-я передача – 385 об./мин.
- 5-я передача – 570 об./мин.
- 6-я передача – 700 об./мин.
Рукоятки управления имеют три и два фиксированных положения, соответственно. Коробка скоростей ТВ-6 имеет возможность изменения направления вращения ходового винта и валика. Для этого в конструкции имеется отдельная шестерня, которая управляется рукояткой, расположенной левее рукояток выбора скорости.
В левом положении шестерни находятся в прямом зацеплении и обеспечивается прямая подача. При переключении рукоятки вправо, в цепь зацепления вводится паразитная шестерня на входящем валу. За счет неё обеспечивается обратная подача станка. При центральном положении рукоятки цепь механической подачи разомкнута и ходовые винты остаются неподвижными. Такой режим используется при осуществлении подачи вручную.
Обслуживание коробки передач
Конструкция подшипниковых узлов коробки требует регулировки и обслуживания. Для этого в шпинделе есть две регулировочные гайки. На лицевой части бабки кроме рукояток управления находится указатель уровня масла, которое можно слить через резьбовую пробку в нижней части корпуса.
Для замены масла в станке ТВ-6 существует специальный регламент, по которому оно меняется через каждые три месяца работы. Заливка масла ведется через верхнюю крышку коробки. Непосредственно смазка узлов здесь ведется разбрызгиванием. В качестве смазки используется индустриальное масло И-30А.
Гитара и задняя бабка
Крутящий момент от коробки скоростей поступает к коробке подач при помощи шестеренной передачи, называемой гитарой. В состав последней у станка ТВ-6 входят три шестерни. А комплектов сменных шестерен не существует. Смазка шестерен гитары ведется вручную и выполняется ежемесячно.

Задняя бабка используется в качестве задней опоры для заготовок большой длины. Внутри нее установлена пиноль, оснащенная конусом Морзе. Благодаря ему в пиноль можно устанавливать различное оборудование и инструмент. Для ее перемещения имеется маховик, связанный с винтом. Выставление оси пиноли с осью шпинделя осуществляется регулировочными винтами и гайкой. Для фиксации бабки имеется тормоз, с управлением от специальной рукоятки.
Подача станка
Для механической подачи на станке есть специальная коробка. Управление осуществляется двумя рукоятками, расположенными ниже пульта управления коробкой передач. Первая рукоятка (расположенная левее) имеет три положения, которые дают возможность нарезки трёх различных шагов резьбы и получения трех вариантов подачи суппорта.
Вторая рукоятка позволяет активировать вращение ходового винта или вала. В конструкции коробки подач имеется муфта, которая предотвращает возможность одновременного включения винта и вала. Для изменения направления вращения используется рукоятка, установленная на пульте управления коробкой скоростей.
Смазка коробки подач ТВ-6 осуществляется фитилями из емкости, расположенной в верхней части коробки. Во время работы станка необходимо визуально контролировать наличие масла в этой ёмкости. Излишки смазки сливаются через резьбовую пробку, расположенную в самой нижней части коробки.
Обслуживание коробки ТВ-6 заключается в замене масла и устранении осевых перемещений ходового винта. Для этого на выходном валу имеются две гайки круглой формы. Замена масла выполняется по аналогии с коробкой передач – раз в три месяца. Ходовые винт и вал необходимо смазывать ежедневно. Предварительно их необходимо прочистить от стружки.
Фартук и суппорт
Вращение от коробки подач ТВ-6 передается на фартук. Кроме механической подачи, фартук можно двигать вручную. Для этого на нем имеется отдельный маховик, сидящий на одном валу с шестерней, которая соединена с рейкой. Сама рейка зафиксирована на станине.
На фартуке устанавливается суппорт, который служит для закрепления и перемещения резцов. В его конструкции имеются четыре каретки:
- Для перемещения по станине.
- Для поперечного перемещения.
- Поворотная каретка (по 40 градусов в каждую сторону).
- На поворотной каретке стоит четвертая, в которой установлен резец.
При обработке деталей недопустимо перегружать станок. Перегрузка вызывает пробуксовку ремня и повышенные нагрузки на шестерни, что может вывести станок из строя. В конструкции суппорта ТВ-6 есть специальные уплотнители, которые убирают стружку с направляющих. Со временем они изнашиваются, и есть риск повреждения поверхности направляющих. Во избежание преждевременного разрушения, необходимо промывать этот узел керосином.
На суппорте ТВ-6 установлен защитный прозрачный экран, который защищает работника от летящей стружки. В основании его имеется защитный выключатель. При убранном экране цепь включения мотора станка разомкнута. Категорически запрещается убирать этот выключатель из электрической цепи станка.
Смазка узлов фартука выполняется в начале работы через специальное отверстие в нижней каретке.
Электрооборудование

В состав такого оборудования ТВ-6 входит основной двигатель, который работает от напряжения 380 Вольт и развивает мощность в пределах 0,75…1,1 кВт.
Для управления двигателем имеется кнопочный пульт управления и распределительный щит. На пульте есть две кнопки, служащие для пуска и остановки станка. При этом двигатель и пульт управления установлены в левой тумбе, а щит – в правой. В состав щита входят следующие элементы:
- Магнитный пускатель с возможностью реверса.
- Пакетные переключатели высокого и низкого напряжения.
- Понижающий трансформатор для лампы подсветки.
- Защитные предохранители.
Модификации

Основным отличием токарного станка ТВ-7 от ТВ-6 является конструкция коробки скоростей. В ее схему включена возможность переброса приводного ремня на разные ручьи шкива. За счет этого существенно расширился диапазон оборотов станка ТВ-7. В его схеме появились три дополнительные скорости выбора подачи.
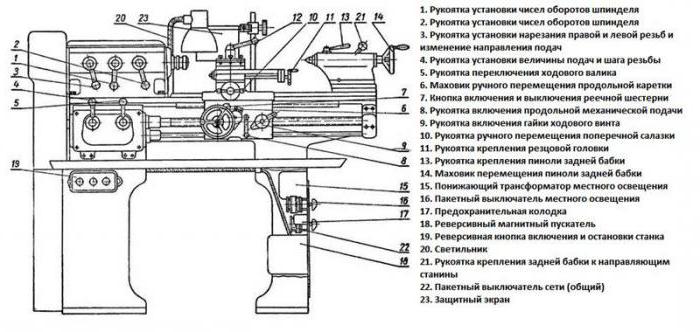
Еще одной вариацией является токарный станок ТВ-4. От ТВ-6 он отличается упрощенной станиной из стального листа. Для усиления жесткости она оснащена дополнительными коробчатыми усилителями. Общая схема станка приведена на изображении в статье.
Благодаря такой станине масса станка сократилась до 280 кг. Опционально станок может оснащаться адаптером для подключения к сети 220 Вольт. Оба варианта выпускаются заводом «Учебное оборудование» в городе Ростове.
Похожие статьи
- Станок кромкообрезной ЦОД-450: технические характеристики
- Что такое круглошлифовальный станок и где он применяется
- Как изготовить фрезерный и токарный станок по дереву своими руками
- Как заточить резец для токарного станка по дереву?
- Как работает станок токарно-фрезерный по металлу?
- Станок токарный винторезный: технические характеристики, назначение
- Фрезерно копировальный станок по дереву своими руками