Резка и сварка металла: технология
Сварка металла и резка сопровождаются его локальным расплавлением.

Виды сварки
Сварка может отличаться способами нагрева, который производится следующим образом.
- Электрическая дуга.
- Пламя газа, сжигаемого на выходе из горелки.
- Обработка соединения направленным потоком электронов.
- Подача электрического тока через шлаковый расплав.
Сварка электрической дугой
Сварка - это способ создания неразъемного соединения деталей посредством их общего нагрева или пластической деформации. Она производится преимущественно путем местного расплавления частей соединения при применении тепловой энергии.
1. Сварные соединения
Соединения бывают следующими:
- стыковые - элементы соединяются в торцах;
- нахлесточные - наложение одного листа на другой с перекрытием;
- угловые - размещение деталей под углом друг к другу;
- тавровые - приваривание торца одного элемента к боковой поверхности другого.
Участок примыкания сваренных деталей называется сварным узлом. Соединение образуется за счет расплавления металлов деталей. После их кристаллизации образуется сварной шов.
2. Сварочная дуга
Способ дуговой сварки основан на создании замкнутой электрической цепи. Между электродом и деталью создается дуга, расплавляющая ее кромки и конец прутка. Электрическая цепь включает источник питания, сварочный кабель, электрод с держателем, зажим заземления, обратный кабель и обрабатываемую деталь. Ток начинает протекать через всю схему после образования дуги. Важным является включение обрабатываемой детали в схему электрического контура в процессе сварки или резки. Температура дуги при этом составляет 60000С.
3. Сварочный ток
Для сварки применяется постоянный и переменный ток. Первый вариант предпочтительней, поскольку соединение получается с большей прочностью при меньшем расходе электродов. Сварка металла на постоянном токе производится проще, с большей производительностью. Его получают с помощью выпрямителя, установленного после трансформатора.
Присоединение электрода к отрицательному полюсу обеспечивает глубокое проникновение тепла в изделие (прямая полярность). Если подключить стержень к "+", проникновение будет неглубоким. При этом большая часть энергии сосредоточится на конце электрода (обратная полярность). Корневые швы выполняют при минусовой полярности, а укрывочные - при положительной.
Переменный ток обеспечивает глубину провара на 20% меньше, чем постоянный. Но результат сварки приемлемый, дешево обходится, а область применения широка: от бытовых до производственных работ.
4. Электроды
Качественное сварное соединение достигается за счет обмазки электродов, выполняющей следующие функции:
- защита металла от окисления в процессе нагрева;
- ввод присадок в материал шва;
- замедление процесса остывания деталей за счет шлакового покрытия.
Для сварки используют преимущественно плавящиеся электроды, хотя могут быть и неплавящиеся (графит, вольфрам). Материалом стержня может быть сталь, чугун, алюминий, медь. Чаще всего применяются стальные - для сварки углеродистых и легированных сталей.
5. Технология сварки металлов
Для получения качественного шва основной металл в местах соединения очищается от загрязнений на 20-30 мм. Процесс сварки включает следующие параметры:
- диаметр электрода;
- тип, сила и полярность тока (на его величину влияют диаметр стержня, марка стали и вид соединения);
- скорость перемещения электрода;
- положение электрода относительно шва.
Дуга образуется при касании или чирканьи электрода по металлу, после чего он отводится на интервал 0,5-1,1 мм от толщины стержня. Сварщик перемещает его в следующих направлениях:
- к детали, по мере расплавления металла стержня;
- в сторону проведения сварки;
- поперек формируемого шва.
При нагреве детали образуется сварочная ванна. В ней перемешивается электродный и основной металлы и образуется шов, который соединяет детали.

Когда производится сварка тонкого металла, поперечные движения электрода можно не делать. При этом ширина шва получается небольшой.

Положение электрода в пространстве стараются не менять. Если сварка металла производится в горизонтальной плоскости, его наклоняют на 150 от вертикали в направлении ведения шва. Тогда проплавление металла происходит на максимальную глубину.
Ширина шва составляет 1,5 часть диаметра электрода. Ее создают за счет определенной скорости сварки. Шов будет качественным, если он хорошо проварен, а наплавленный металл переходит к основной поверхности плавно. Сварка заканчивается медленным отводом электрода.
Когда делается сварка металла, цена зависит от того, сколько стоит сантиметр шва. Ручная работа штучными электродами обходится в 15-20 руб/см. Высококвалифицированная работа стоит дороже. За 1 стык труб придется заплатить от 100 до 600 руб, а за декоративные решетки - 80-100 руб/см.

Газовая сварка
Источником тепла является горючий газ, сжигаемый в кислороде. Максимальную температуру создает ацетиленокислородное пламя, поэтому оно чаще всего применяется.
Газовое пламя расплавляет кромки металлических изделий вместе с металлом, применяемым в качестве присадки.
Сварка с газовым нагревом применяется больше для создания соединений из тонкого стального листа, чугуна и цветных металлов.
Для сгорания горючих газов с большой скоростью и создания высокой температуры требуется кислород.
Ацетилен получают разложением водой карбида кальция или из жидкого горючего, воздействуя на него электродуговым разрядом. Газ является взрывоопасным. Не следует допускать его смешивания с воздухом и нагревания под давлением до температуры выше 4500С.
В промышленности применяют заменители ацетилена, например, метан или пропан. Их поставляют в газовых баллонах под давлением.
Сварка металла производится с применением проволоки из присадочного металла, близкого по составу к материалу обрабатываемой детали.
Ее не всегда можно найти. Когда делается сварка цветных металлов, в порядке исключения можно применять полоски, нарезанные из листов аналогичного материала.
Чтобы удалить окисные пленки с обрабатываемого металла, применяют флюсы, которые наносят на присадочную проволоку и кромки деталей в виде порошка или пасты. Их состав зависит от вида металла.
Резка металла
Резка производится тем же инструментом, что и сварка, но мощность источника тепла повышенная. Удаление расплавленного металла происходит путем его вытекания из рабочей зоны или выдувания газовой струей.
1. Электродуговая резка
Электродуговая резка плавящимся электродом производится от верхней к нижней кромке детали. Производительность процесса низкая, а качество реза получается хуже, чем другими способами.
Угольный или графитовый электроды применяются для резки низкого качества. Оплавляемая поверхность располагается наклонно, чтобы металл легче вытекал. Ток может быть постоянным или переменным.
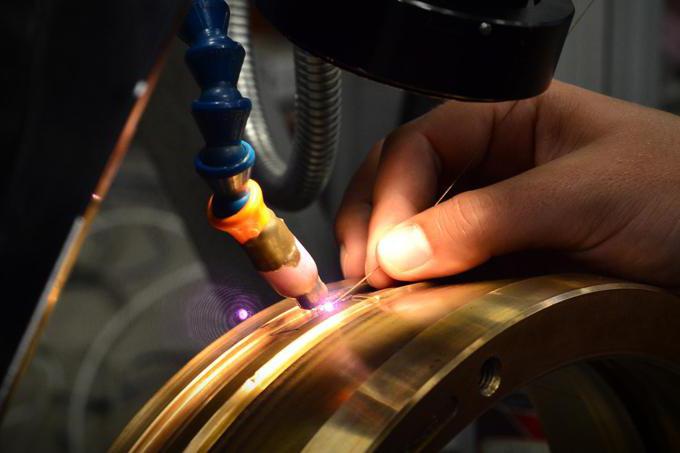
Неплавящимся вольфрамовым электродом режут детали из цветных металлов или из легированной стали. Процесс осуществляется в защитной среде аргона и применяется крайне редко.
2. Газовая резка
При газовой резке металл нагревается газовым пламенем в среде кислорода, после чего он начинает сгорать в струе кислорода, которая также выдувает оксиды. Процесс облегчается при применении флюса, подаваемого в рабочую зону в виде порошка. При такой резке к термическому воздействию добавляется химическое и абразивное.
Заключение
Сварка и резка металлов сопровождаются локальным расплавлением участка детали. В зависимости от подводимой мощности образуется соединение или разделение деталей.

При сварке чаще всего применяется электрическая дуга. Лучшее качество соединения достигается при использовании постоянного тока. Резка металла при его сгорании в струе кислорода эффективней в плане производительности.
Похожие статьи
- Холодная сварка для металла: инструкция, цена, отзывы
- Сварка для начинающих: техника и все секреты процесса
- Газовая сварка и резка металлов. Технология газовой сварки. Оборудование для газовой сварки
- Как и чем варить титан? Сварка титана: технология и особенности
- Как и чем варить нержавейку в домашних условиях
- Сварка: способы сварки и оборудование. Сварные соединения
- Электродуговая сварка: ГОСТ, технология