Как паять полипропиленовые трубы правильно своими руками. Температура пайки и аппарат для пайки полипропиленовых труб
Установка полипропиленовых труб - процесс трудоемкий, требующий определенного опыта и специальных инструментов. Эту работу можно сделать самостоятельно, если знать технологию и основные требования. Помимо правильного выбора материала изготовления, следует решить вопрос о том, как паять полипропиленовые трубы. Для этого необходимо подробнее узнать об их свойствах.
Технологические свойства ПП труб
Для изготовления полипропиленовых (ПП) труб используют специальные гранулы PPRC. Они являются продуктом полимеризации пропилена и этилена, где каждый компонент добавляется в определенной пропорции. В результате последующей обработки методом экструзии получаются качественные полимерные изделия.

Температура пайки полипропиленовых труб напрямую определяется материалом изготовления. Поэтому важно знать его физические свойства. Они зависят от типа используемого полимера. Для горячего и холодного водоснабжения рекомендуется использовать изделия с маркировкой PPR. Они обладают следующими параметрами:
- Температурный режим работы – от -10°С до +90°С.
- Плавление поверхности происходит при повышении нагрева до 149°С.
- Номинальное давление – от 1,5 до 2,5 МПа.
Пайка полипропиленовых труб своими руками проводится с учетом выбранного типа изделия. Он определяет выбор технологии и временные режимы воздействия высоких температур. Поэтому следует внимательно ознакомиться с видами и назначением ПП труб.
Выбираем качественные изделия
В зависимости от эксплуатационных параметров будущей системы нужно выбирать определенный тип труб. Существует классификация, которая поможет в решении этого вопроса.
Для прокладки холодного водоснабжения рекомендуется применять трубы PN16. Они характеризуются относительно тонкой стенкой и максимальным температурным режимом эксплуатации до +40°С. При превышении данного показателя произойдет деформация изделия, что приведет к потере герметичности.
Универсальные изделия маркируются обозначением PN20. Они способны выдерживать кратковременное воздействие температуры до 95°С и рассчитаны на номинальное внутреннее давление 2 МПа.
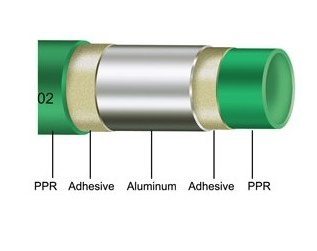
Как паять полипропиленовые трубы для отопления? Для этого рекомендуется выбирать модели PN25. В их конструкции предусмотрена защитная оболочка (из алюминия или стеклопластика), которая препятствует деформации изделия при высоких температурах.
Инструменты и материалы
Определившись с типом труб, нужно правильно подобрать оптимальное оборудование. Пайка полипропиленовых труб своими руками выполняется диффузионным методом – под воздействием температуры фасонные части изделия подвергаются плавлению. После их состыковки происходит взаимная диффузия – вплавление. В результате этого формируется герметичное соединение.

Для практической реализации этого используется аппарат для пайки полипропиленовых труб. Он представляет собой нагревательное зеркало, на которое крепятся насадки для нагрева поверхности трубы или фитинга. Они различаются по следующим параметрам:
- Для плавления наружной (труба) или внутренней поверхности (фитинг).
- Диаметр (наружный или внутренний). Для прокладки водопроводной системы в доме или квартире обычно применяют трубы с сечением 16, 20, 25 и 32 мм.
Регулировка температуры происходит с помощью специального блока управления, который обычно располагается в задней части инструмента. Диапазон нагрева поверхности зеркала зависит от диаметра трубы и может составлять от 220 до 300°С. Оптимальная мощность инструмента должна быть около 800 Вт.
Кроме паяльника, понадобятся специальные отрезные ножницы. Они обеспечат ровный край среза, при котором его плоскость будет строго перпендикулярна вектору длины изделия. Для разметки также понадобятся карандаш, рулетка и строительный уровень. Для обработки армированных частей нужен шейвер - он снимает тонкий поверхностный слой. Чистой ветошью удаляется грязь и пыль с поверхности, которая будет подвергаться пайке.
Описание технологии
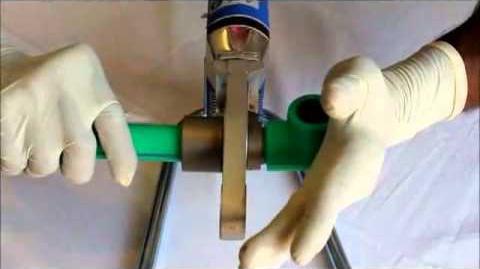
Для соединения фасонных полипропиленовых труб применяется метод раструбной пайки. Для этого используют специальные фитинги различной конфигурации. С помощью паяльника происходит одновременный нагрев наружной поверхности трубы и внутренней части фитинга. По истечении определенного времени они снимаются с насадок и состыковываются друг с другом.

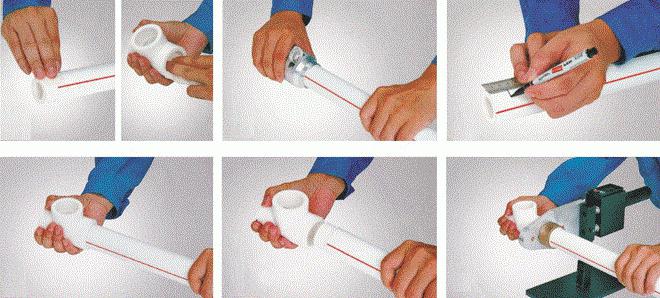
Перед тем как паять полипропиленовые трубы, инструкция рекомендует выполнить правильный отрез. Для этого нужно использовать специальные трубные ножницы с широким основанием. С их помощью можно сделать максимально точный отрез с ровным краем.
Следующий этап работы – нанесение разметки. Сначала отмеряется глубина обрабатываемой поверхности. Для этого измеряется полость фитинга, предназначенная для соединения. Затем на поверхность трубы наносят отметку с помощью карандаша или маркера.
Включив паяльник, выставляют оптимальную температуру нагрева. Обычно она должна составлять 220-250°С. Предварительно на зеркало монтируют насадки, которые соответствуют размерам фитинга и трубы. Каждое полипропиленовое изделие должно относительно свободно входить в нагретые насадки. Может наблюдаться небольшое усилие. Углубив трубу и фитинг до нужной отметки, необходимо дождаться расплавления поверхности. Для этого используют стандартные временные таблицы, о которых речь пойдет ниже.
Соединение деталей должно происходить с небольшим усилием. Нельзя проворачивать или сильно придавливать элементы. Это может привести к деформации и неправильному положению относительно остальной магистрали.
Температурные режимы
Как паять полипропиленовые трубы правильно, соблюдая все технологические параметры? Для этого необходимо ознакомиться с температурными режимами в зависимости от диаметра изделий. Паяльник для пайки полипропиленовых труб должен воздействовать на поверхность соединяемых изделий определенное время.
Наружный диаметр, мм | Продолжительность нагрева, с | Продолжительность состыковки, с | Время охлаждения, мин. |
16 | 5 | 4 | 2 |
20 | 5 | 4 | 2 |
25 | 7 | 4 | 2 |
32 | 8 | 6 | 4 |
40 | 12 | 6 | 4 |
Придерживаясь этих временных интервалов, можно добиться оптимально качественного соединения. Однако следует учитывать температуру окружающей среды – она должна быть не выше +23°С при нормальной влажности воздуха в помещении.
Подготовительные работы
Перед тем как паять полипропиленовые трубы, необходимо провести ряд подготовительных работ. Это нужно для соблюдения техники безопасности при работе с электрооборудованием. Также немаловажным фактором является создание комфортного рабочего места.

Независимо от того, где будет проводиться пайка (улица или помещение), нужно убрать все посторонние предметы. В качестве защитных средств применяют х/б перчатки, специальные очки и респиратор. Последний нужен при работе в помещении – во время нагрева будут выделяться пары, которые при большой концентрации вредны для организма.
Пайка труб ХВС
Для холодного водоснабжения можно монтировать магистрали из ПП труб PN16. Для этого понадобится вышеописанный набор инструментов и материалов. Монтаж ХВС является одним из самых простых, так как в нем используются неармированные изделия. Поэтому можно обойтись без предварительной поверхностной обработки.
Как правильно паять полипропиленовые трубы, если они тонкостенные? Для этого необходимо строго соблюдать температурный режим работы нагревательного зеркала. Рекомендуется сократить время нагрева вдвое, чтобы не деформировать полностью все изделие. Усилие при сжатии необходимо прикладывать небольшое, так как излишнее механическое давление создаст больший наплав в точке соединения элементов. Температура пайки полипропиленовых труб должна стоять на минимальном значении. Лучше всего сделать пробные соединения, выявив оптимальный режим нагрева.
Пайка труб для ГВС
Во время проектирования магистралей горячего водоснабжения из полипропилена следует учитывать температурное расширение материала. Оно различается в зависимости от диаметра изделия.
При воздействии воды с высокой температурой происходит увеличение длины отдельных участков магистрали. Для того чтобы избежать создания напряжения на поверхности трубопровода, нужно делать компенсационные отводы. Это п-образные участки магистрали, которые при расширении полипропилена будут немного сгибаться, что является естественным для полимерных изделий.
Как паять армированные полипропиленовые трубы, соблюдая технологию их соединения? Для этого необходимо с помощью шейвера удалить небольшой слой с поверхности изделия. В результате этого во время нагрева дополнительное расширение по толщине будет компенсировано.
Ремонтная сварка
В редких случаях нужно выполнить ремонт функционирующей водопроводной магистрали. Причиной этого может быть: механическое повреждение, несоответствие труб условиям эксплуатации или несоблюдение технологии сварки во время монтажа.
Сначала необходимо отключить воду и удалить жидкость из магистрали. Затем с помощью специальных ножниц вырезается дефектный участок. Для монтажа нового используется вышеописанная технология. Единственное отличие - обязательное осушение кромок труб и удаление грязи.
Ввариваем седла
Для монтажа новых ответвлений в существующем трубопроводе оптимальным вариантом будет установка так называемых седел. Это специальные фитинги, которые привариваются к поверхности предварительно обработанной магистрали.

Как правильно паять полипропиленовые трубы во время проведения подобных работ? Сначала необходимо сделать отверстие в месте монтажа седла. Затем его края обрабатываются - происходит зачистка и удаление мусора. Диаметр отверстия должен быть на 2-3 мм меньше, чем сечение устанавливаемого монтажного элемента. Соединение же выполняется по стандартной инструкции. Во время установки необходимо строго соблюдать время пайки полипропиленовых труб. Данная процедура невозможна для тонкостенных изделий, так как площадь состыковки слишком мала для формирования надежного соединения.
Советы по выбору паяльника
Для сварки полипропиленовых труб диаметром до 60 мм используют ручной сварочный аппарат. Модели этого устройства достаточно практичны и несложны – для нагрева в конструкции предусмотрен ТЭН и блок регулировки температуры. Поверхность рабочей части аппарата представляет собой плоскую конструкцию с отверстиями для монтажа насадок различного диаметра.
Выбор определенной модели сварочного аппарата должен осуществляться по следующим параметрам:
- Номинальная мощность. Для создания соединений труб небольшого диаметра (до 40 мм) достаточно приобрести устройство мощностью 800 Вт. При пайке больших конструкций нужны другие модели - до 1,3 кВт.
- Количество посадочных мест для насадок варьируется от 1 до 4. Определяется пайкой труб различных диаметров. При этом большее количество посадочных отверстий существенно повышает скорость выполнения работ.
- Стоимость. Самые простые модели имеют вполне доступную стоимость – от 800 руб. Но они рассчитаны на небольшой объем работы. При больших нагрузках возможна быстрая поломка. Профессиональный инструмент для пайки стоит порядка 4000 рублей и выше.
Если этот вид работ будет выполняться впервые, при выборе инструмента необходимо посоветоваться с профессионалами. Перед началом процесса сварки следует сделать несколько пробных соединений, закупив немного больше расходного материала. В таком случае можно выработать начальные навыки для работы с аппаратом для пайки полипропиленовых труб.
Похожие статьи
- Как паять полипропиленовые и алюминиевые изделия
- Как соединить полипропиленовую трубу с полипропиленовой в домашних условиях?
- Как выбрать паяльник для пластиковых труб. Паяльник для пайки полипропиленовых труб: цена
- Как выбрать аппарат для сварки полипропиленовых труб. Обзор, технические характеристики
- Как сделать бассейн из полипропилена своими руками
- Как выбрать паяльник для полипропиленовых труб
- Как правильно паять паяльником? Как правильно паять провода, микросхемы