Ручная дуговая сварка: технология, ГОСТ
При создании металлоконструкций широко применяется ручная дуговая сварка.

Она представляет собой процесс создания неразъемного соединения посредством расплавления металла электрической дугой.
Сущность процесса сварки
Сварка заключается в создании дуги между покрытым защитным слоем электродом и сварочной ванной. Поджиг производится посредством быстрого касания и отведения на небольшое расстояние от поверхности детали металлического стержня. От высокой температуры появившейся дуги он расплавляется и образует сварной шов. Вместе с электродом расплавляется его покрытие, образуя защиту из газа и шлака, предохраняющую металл от окисления. После каждого этапа сварки шлаковый налет удаляется с поверхности шва.
Ограниченная длина электрода вызывает прерывание процесса сварки, так как постоянно приходится менять его на новый. Перерывы в работе являются причиной образования в сварном шве дефектов.
Изготовителем электродов указываются рекомендуемые пределы изменения величины требуемого тока, зависящие от свойств покрытия, толщины стержня и положения сварки.
При разогреве стержня обмазка плавится тоже, создавая поток газа, направленного к сварочной ванне. В результате в нее переносятся капли расплавленного металла. Движение газа настолько интенсивно, что он перемещает металл снизу вверх при сварке в потолочном положении.
Тип и толщина свариваемых деталей
Ручная дуговая сварка применима к нелегированным и легированным сталям толщиной до 50 мм в производстве единичных или мелкосерийных изделий. Тонкий металл (менее 1,5 мм) быстро проплавляется и "проваливается" до появления сварочной ванны. Для него нужны специальные приспособления.
Прочность сварочного соединения металла снижается с увеличением содержания в нем углерода.
Выгодно использовать ручную сварку для изделий толщиной 3-20 мм. Исключением являются единичные швы сложной конфигурации.
Характеристики электродов
Для электродов подбирают специальные материалы стержня и обмазочного слоя, содержащего шлакообразующие, стабилизирующие и другие вещества.

Назначения покрытия следующие.
- Производство шлака, который обволакивает сварочную ванну и расплавленные капли металла, предохраняя их от окисления кислородом воздуха и влияния паров воды.
- Образование защитного газа, образующегося при сгорании органической составляющей покрытия.
- Выполнение раскисления металла шва. Кроме того, в обмазке могут находиться легирующие добавки, переходящие из шлака в капли металла.
Электроды для ручной дуговой сварки имеют определенный тип, соответствующий заданным механическим характеристикам наплавленного металла. Буква Э с числом в обозначении его типа указывает на величину временного сопротивления (кг/мм2). Наличие буквы А характеризует высокие пластичность и ударную вязкость.
Положение сварки в пространстве
Сварка допускается во всех положениях, но самым удобным является нижнее, для которого не требуется высокая квалификация исполнителя. Здесь могут применяться электроды больших диаметров, а ток может быть высоким, что позволяет процесс сделать более производительным. При потолочном и вертикальном положениях шва капли металла держатся только за счет поверхностного натяжения. Размер сварочной ванны уменьшается и требуется меньший диаметр электрода.
Условия работы сварщика
Процесс электросварки может производиться в самых разных условиях: в помещениях, на открытом воздухе, на конструкциях, трубопроводах и других объектах. При этом не требуется подача воды, газа, а из применяемых материалов требуются только электроды. Для работы требуется источник питания. Кабели могут удаляться от него на большое расстояние. При этом растут энергетические потери на их нагрев. В отдаленных местах могут использоваться электрические генераторы с приводом от двигателя, работающего на бензине или дизельном топливе.
Снег, дождь и ветер являются помехами, и от них требуется защита рабочей зоны.
Тип сварочного тока
Ручная дуговая сварка осуществляется на переменном или постоянном токе. Для этого применяются специальные электроды, но они могут быть универсальными, предназначенными для обоих типов тока.
Постоянный ток позволяет создать более стабильную дугу, и работать с ним удобней. Расплавленный металл имеет лучший смачивающий эффект, а шов формируется равномерный. Поэтому для сварки мелких изделий или тонких листов этот способ необходим.
Дефекты сварных соединений
К качеству соединений в металле предъявляются технические требования и устанавливаются нормы. Если от них имеются отклонения, которые приводят к снижению работоспособности конструкций и надежности, то появляются дефекты. По причинам возникновения их разделяют на две группы. К первой относятся дефекты, возникающие в процессах кристаллизации металла, а также его остывания: трещины, поры, включения шлака, ухудшение свойств металла на швах и рядом с ними. Во 2-ю группу входят дефекты, связанные с неправильной подготовкой и нарушением режима сварки: подрезы, непровары, наплывы, прожоги, кратеры, отклонения швов от расчетных размеров.
Ручная дуговая сварка: соединения сварные
Для создания надежного соединения, когда толщина металла не менее 7 мм, необходимо подготовить кромки заготовок. С их помощью обеспечивается полный провар заготовок.
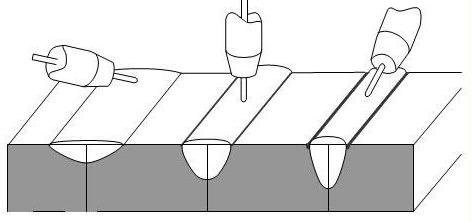
На тонком металле делается 1 или 2 шва, а на больших толщинах сначала выполняется корневой проход, а затем полость заполняется наплавляемыми валиками.
ГОСТ "Ручная дуговая сварка" (5264-80) регламентирует, как разделывать края деталей в зависимости от того, какой выбран тип соединения. По форме, различают V, К, Х-образные кромки. Шов может выполняться с одной или двух сторон.
Кромку можно срубить зубилом, но качество достигается самое низкое. Ровные и чистые они получаются на специальных строгальных или фрезерных станках. Если это сделать невозможно, используют кислородную резку.
Особое внимание уделяется очистке кромок от ржавчины, окалины и прочих загрязнений. Это делается стальной щеткой. Для облегчения применяют предварительный подогрев участков пламенем газовой горелки.
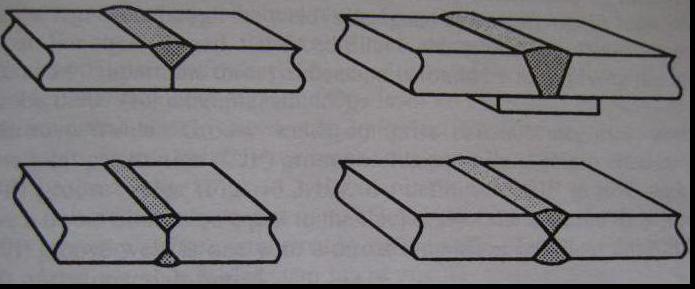
Типы сварных соединений определяются взаимным расположением деталей и могут быть следующими:
- стыковое;
- внахлест;
- тавровое;
- угловое.
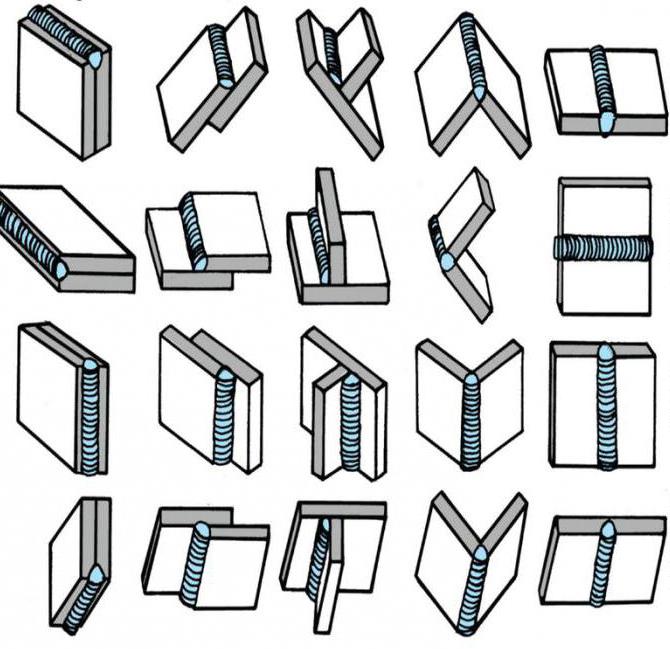
ГОСТ "Ручная дуговая сварка. Соединения сварные" (5264-80) различает типы швов по положению в пространстве.
- Нижний - самый простой и надежный. Детали располагаются под электродом. Здесь важно не проплавить заготовки.
- Горизонтальный - деталь располагается под углом 0-600, а сварка ведется в горизонтальном направлении.
- "В лодочку" - установка детали под наклоном и сварка в угол.
- Вертикальный - шов делается снизу вверх. Работа усложняется из-за стекания металла.
- Потолочный - шов располагается сверху. Сварка ведется короткими импульсами при пониженном токе.
Швы на готовых изделиях проверяются на соответствие требованиям ГОСТ. Ручная дуговая сварка не должна приводить к образованию дефектов, а геометрические и механические характеристики соединений необходимо поддерживать в заданных пределах.
Сварочное оборудование
Оборудование для ручной дуговой сварки - это прежде всего специальный аппарат, которым может быть:
- трансформатор;
- трансформатор с выпрямителем;
- инвертор.

Особую популярность приобрели сварочные инверторы. Функции форсирования дуги и антиприлипания позволяют делать относительно качественные швы даже новичкам. Высокая стоимость не останавливает покупателей, благодаря высоким техническим характеристикам и большей надежности.
На рынке можно купить профессиональные устройства с высокой производительностью и для бытового применения, когда нет необходимости в непрерывной работе.
Технология ручной дуговой сварки
Для ручной сварки сначала производится розжиг касанием или чирканьем. Затем электрод отводится на небольшое расстояние, чтобы дуга постоянно горела. Технология ручной дуговой сварки заключается в перемещении стержня в трех плоскостях:
- приближение и удаление электрода от поверхности заготовки колебательными движениями;
- движение в направлении формирования шва;
- формирование валика металла перемещением электрода поперек оси шва.
Сварка труб ручной дуговой сваркой
Для труб применяются обычные способы соединения и положения шва. Они должны соответствовать ГОСТ "Ручная дуговая сварка. Соединения сварные" (5264-80). К соединениям труб предъявляются особые требования, чтобы они были герметичными и выдерживали заданное давление перекачиваемой среды.

Сварка производится большей частью встык, и для этого сначала делают прихватку в 4 местах трубы. Если ее диаметр превышает 300 мм, расстояние между участками сварки составляет около 200 мм. Длина прихваток составляет около 50 мм. После выполняют сварку трубы по всей окружности.
Заключение
Ручная дуговая сварка производится для соединения деталей в мелкосерийном и единичном производстве. Для получения качественных соединений необходимо иметь подходящий аппарат и электроды, а также обладать навыками подготовки деталей и выполнения сварки.
Похожие статьи
- Газовая сварка и резка металлов. Технология газовой сварки. Оборудование для газовой сварки
- Как и чем варить нержавейку в домашних условиях
- Электродуговая сварка: ГОСТ, технология
- Классификация видов сварки
- Как и чем варить титан? Сварка титана: технология и особенности
- Сварка: способы сварки и оборудование. Сварные соединения
- Сварной шов: обозначение, ГОСТ