Сварной шов: обозначение, ГОСТ
Мало какое строительство не обходится без применения сварки, она используется при возведении различных видов зданий и сооружений, начиная от офисов и заканчивая домами-небоскребами. При помощи ее соединяются несколько компонентов в одно целое. В процессе работы образуется сварной шов. Он обеспечивает надежность и прочность соединения. Шов может прослужить длительное время, если его не будут повреждать никакие механические силы.
Общие сведения
Сварной шов способен соединять различные металлические детали, выполненные не только из однородного материала, но и из сплавов. Однако для выполнения данного процесса необходимо подобрать определенную технологию сварки и расходные материалы.

Буквенные маркировки
Обозначение сварных швов, а также их виды и места применения указываются в нормативной документации. Данная информация используется для различных технических документаций. Она указывается в специальных учебных пособиях, которые применяют при обучении сварщиков или повышении их квалификации. Описывающий сварные швы ГОСТ 5264-80 является основным направляющим документом. То есть из него берется вся информация для учебных пособий.
Определить вид соединения можно, и не заглядывая в документацию. Обозначение сварных швов на чертежах в любом месте строительной конструкции осуществляется с помощью буквенной маркировки. Итак, различают такие виды сварных соединений по буквенным обозначениям:
- «С» - стыковое;
- «Н» - внахлест;
- «Т» - тавровое;
- «У» - угловое.
Виды швов
Сварной шов классифицируется по нескольким критериям. Итак, по виду конечного поперечного сечения подразделяются:
- стыковые — при соединении металлические детали должны находиться в одной плоскости;
- угловые — изделия должны находиться под определенным углом друг к другу;
- прорезные — при сварке металлические детали ложатся друг на друга. При этом верхнее изделие плавится полностью, а нижнее — частично.
Следующий показатель — это конфигурация. Сварные швы (ГОСТ 5264-80) могут быть прямолинейными, криволинейными и кольцевые.
Сварка может выполняться несколькими способами. Стоит отметить нанесение сплошным швом или прерывистым. В первом случае сварной шов может иметь длину от 300 мм и более. Второй вариант выполняется в крайних случаях, так как швы делаются в шахматном порядке.

При выполнении строительных работ шов может выполняться разное количество раз. То есть он может быть одно- и многослойным. Это делается для укрепления соединения и увеличения его прочностных характеристик. В процессе на соединении может образоваться дополнительное наплавление. По данному показателю швы классифицируют на нормальные, усиленные и ослабленные.
Как правило, такие соединения не разделяют. Они могут выполняться различными образами и сочетать в себе несколько видов работ. Это зависит от квалификации сварщика, а также качества расходных материалов.
Особенности соединений
Качество сварных швов зависит от выбранной технологии выполнения, а также квалификации рабочего. Металлические детали крепятся между собой за счет процесса плавления. При использовании дуговой сварки они должны располагаться в одной плоскости.
В соответствии с данной характеристикой по типу краев сварные соединения бывают:
- с перекошенной кромкой (толщина шва должна быть 5 мм);
- с криволинейной;
- кромка U-образной формы. При этом толщина шва должна быть от 20 до 60 мм;
- кромка с Х-образной формы (толщина шва должна быть от 12 до 40 мм).
Характеристики соединений
Одним из главных положительных свойств сварных соединений является низкое напряжение. Это значит, что они не подвергаются изгибам и разрушениям. Именно поэтому такой тип соединения часто применяют. Кроме того, в процессе расходуется минимальное количество металла. Чтобы выполнить качественную сварку, необходимо тщательно провести подготовительный этап. Рассмотрим подробно характеристики соединений разных видов.
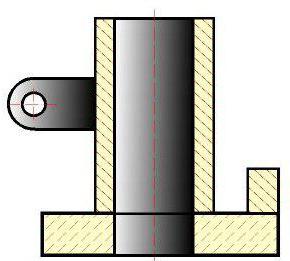
Чтобы получить тавровое соединение, надо скрепить две детали, которые будут располагаться относительно друг друга перпендикулярно. Обозначение сварных швов на чертежах такого вида представлено буквой Т.
Сварные швы могут находиться не только на одной стороне, но и на другой.
Все зависит от того, где оно будет применяться, и какие требования к нему предъявляются. Такой вид используют для конструирования различных колон и каркасов.
Если на определенное место не будут оказываться значительные нагрузки, применяют угловой вид соединения. Чаще всего его используют при изготовлении различных емкостей. При этом должно выполняться такое требование: чтобы конструкция дольше прослужила, толщина металла не должна превышать 3 мм. Для изготовления такого соединения одну деталь прикладывают под определенным углом к другой и сваривают с двух сторон.

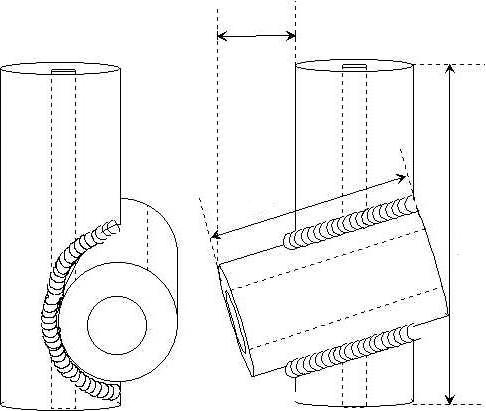
Последний вид соединения — это нахлесточное, где детали крепят перпендикулярно друг другу. Шов образуется на боковой стороне конструкции. Кроме данной процедуры, необходимо закрепить соединение за счет наплавления. При этом расходуется значительное количество металла. В таком случае толщина конструкции не должна превышать 12 см. Чтобы не попадала влага внутрь изделия, металл наплавляется с двух сторон. Обозначение сварных швов такого вида указывается на чертежах буквой «Н».
При изготовлении любого шва используется точечный метод сварки. Исключением является случай, когда необходимо наплавление. Тогда шов выполняется круглой формы.
Дополнительные показатели
Дуговая сварка может выполняться двумя методами: ручным и механизированным. Все зависит от толщины металла. При ручном методе сваривают элементы толщиной не более 4 мм, а при механизированной — 18 мм. Детали большой толщины можно обрабатывать и ручным способом. Но при этом необходимо дополнительно обрабатывать кромку.
Между двумя сварными элементами могут образовываться зазоры, а также отклонения деталей под определенным углом, то есть образуется угол скоса и разделки. Чтобы выполнить качественный шов, следует правильно определить угол скоса. Этот показатель указывает на доступность дуги. В зависимости от типа соединения показатели данного угла находятся в пределах от 20 до 60 градусов, включая минимальную погрешность.
Прожоги
В процессе сварки могут возникнуть прожоги. Главной причиной является непритупленная кромка. Сварка невозможна, если расстояние между двумя металлическими деталями слишком большое.
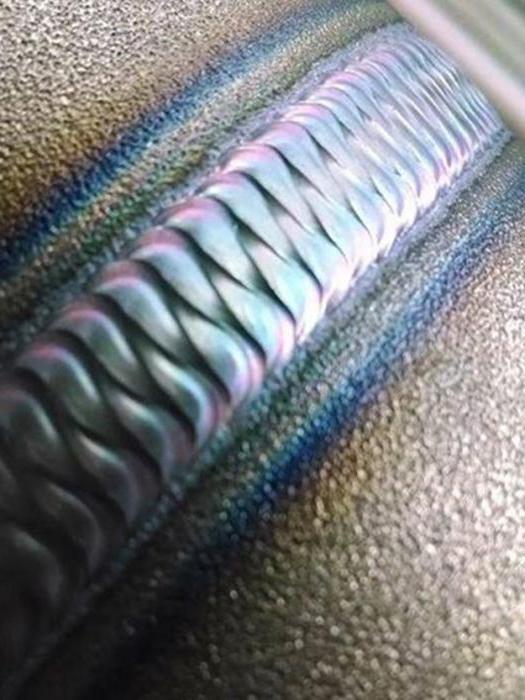
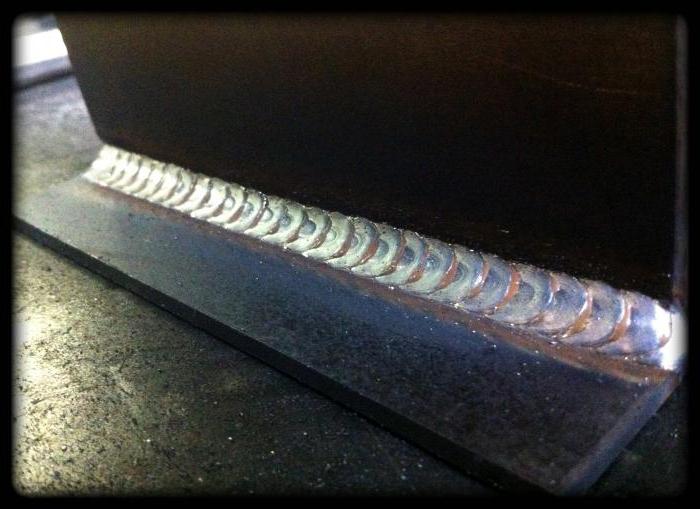
Для выбора способа выполнения шва необходимо определиться с материалом, а также со степенью сложности. При строительстве любого здания составляется документация. Именно в нее должны быть внесены сведения о материальных затратах на обработку металлических деталей. Условные обозначения сварных швов указываются в соответствующих чертежах. Их можно увидеть на фото ниже.
Как видно, оттенок детали существенно отличается, а толщина самого шва (соединения) вдвое тоньше остальных.
Контроль сварных швов
Качество их может контролироваться многими методами и способами. Итак, методы применяются следующие:
- механические;
- химические;
- физические;
- внешний осмотр.
Наиболее распространенным является внешний осмотр готового соединения. Это самый легкий и доступный способ, который не требует материальных затрат. Любое сварное соединение подвергается внешнему осмотру независимо от дальнейших операций. Но можно выполнять и другие проверки. При помощи внешнего осмотра определяются многие видимые дефекты, возникшие в процессе работ. Благодаря ему находят различные непровары и наплывы.
В процессе данной операции определяют не только видимые дефекты, но и занимаются проверкой и замером заранее подготовленных кромок. При массовом производстве сварных соединений были разработаны специальные шаблоны. Они позволяют произвести замер шва за короткий промежуток времени. Остальные методы требуют финансовых вложений на отдельные вещества и оборудование.
Заключение
Итак, мы выяснили, что собой представляет сварной шов. Требования к нему предъявляются довольно высокие, так как именно на нем лежит ответственность за надежное соединение металлических конструкций.
Похожие статьи
- Классификация видов сварки
- Сварка алюминия: условия, оборудование, пошаговое описание и рекомендации
- Виды сварных соединений и швов: описание, технологические особенности, требования и ГОСТ
- Сварка для начинающих: техника и все секреты процесса
- Резка и сварка металла: технология
- Электродуговая сварка: ГОСТ, технология
- Сварка: способы сварки и оборудование. Сварные соединения